Contact us


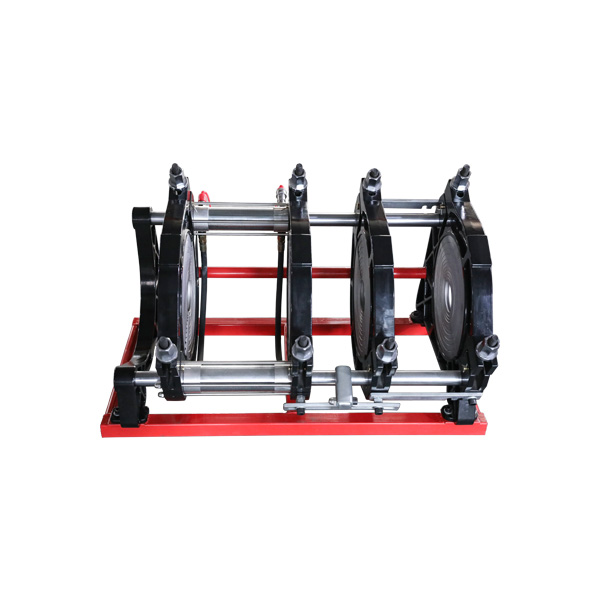
Usage of pe pipe hot-melt welding machine
28 Jan 2023
1、 Hot melt connection shall be prepared in advance. The tasks of preparing the hot melt connection device in advance are as follows: ① Put the slips with the same standard as the pipe into the machine frame; ② Prepare sufficient supporting articles in advance to ensure that the connecting pipeline to be fused can be at the same height as the center line of the machine frame and can be easily moved; ③ Set the temperature of electric heating plate at 200~230 ℃, and the general temperature is about 210 °; ④ Connect the power supply of the main machine of the hot melt welding machine, turn on the power switch of the electric heating plate, the cutting tool and the power oil pump and conduct a test run. 2、 Hot melt connection. The processing process of hot melt connection is as follows: check the pipeline and clean the pipe end → fasten the pipeline → mill the pipe end with a tool → check the dislocation and clearance of the pipe end → electrically heat the pipeline and investigate the hei...
Read More
Introduction to the advantages of using butt welding machines
17 Jan 2023
The butt welding machine is widely used in the longitudinal connection of steel bars and the welding of prestressed steel bars and screw end rods. The principle of flash butt welding of steel bars is to use a butt welding machine to contact the steel bars at both ends, pass a low-voltage strong current, and after the steel bars are heated to a certain temperature and soften, perform axial pressure upsetting to form a butt welded joint. Continuous flash welding, preheating flash welding and flash-preheating-flash welding are commonly used in flash butt welding of steel bars. Grade IV steel bars are sometimes subjected to electrical heat treatment after welding. Butt welding has a wide range of applications. In principle, all metal materials that can be forged can be welded by flash butt welding. For example, low carbon steel, high carbon steel, alloy steel, stainless steel and other non-ferrous metals and alloys can be welded by flash butt welding. The range of welding cross-sectional a...
Read More

Specification for use of butt welding machine
13 Jan 2023
Specification for safe use of electric welding machines 1、 Preparation before welding: 1. The electric welding machine shall be placed in a ventilated and dry place and stably. 2. Check the welding mask for light leakage and damage. Welding personnel and auxiliary personnel shall wear the specified labor protection articles. 3. The welding machine, welding tongs, power lines and all joints shall be reliably connected and well insulated. Overheating is not allowed at the connection. The power terminal shall not be exposed and shall be wrapped with insulating tape. 4. The length of the power line on the primary side of the welding machine shall not be greater than 5m, and the length of the secondary side (between the welding machine and the welding clamp) The welding cable shall be waterproof, insulated, rubber sheathed, copper core flexible cable with a length of not more than 30M. The conductor shall be replaced immediately in case of moisture and broken strand. 5. The secondary side o...
Read More

Talk about the main advantages of butt welding machine
05 Jan 2023
The main advantages of butt welding machine: 1. Energy saving. The radiator flash butt welding machine uses two 125KVA welding resistance transformers as the power supply, pneumatic compression, upsetting, and no hydraulic station. Compared with other single-phase AC welding resistance transformers using two 315KVA And two welding machines with a power of 18KVA hydraulic station, the UN-250AB welding machine can save electricity up to 78℅. 2. Low requirements on the power grid. Only 250KVA power grid is enough. 3. High welding precision. Programmable controller PLC and imported stepping motor are used to control the flashing process, which can accurately set the burning amount and burning speed, and control the welding current through the microcomputer resistance welding controller. The center distance error of the chip head after welding It can be controlled within ±0.2mm, which is convenient for subsequent chip welding. 4. Automatic centering function. Ensure that the distance betwee...
Read More

How to prevent electric shock of butt welding machine
30 Dec 2022
Speaking of butt welding machine, we must discuss the safe use of welding machine. Because the welding machine is a kind of power equipment, it will be very dangerous if you get electric shock, so we always want to take some measures to prevent the welding machine from contacting: 1. The butt welding machine chassis must be grounded. The purpose of grounding is to prevent accidental electrification of the shell of the welding machine, which is essential in any case. Butt welding machine can widely use natural grounding electrode, such as water pipe, metal structure with reliable connection structure with the earth, etc. However, flammable and explosive pipes must not be used as natural grounding electrodes. If the natural grounding resistance is greater than 4 Ω, the artificial grounding body shall be used. Otherwise, electric shock accident or even fire may be caused. 2. The insulation of welding electrode clamp must be reliable. It is prohibited to use welding clamp without shell to ...
Read More

How to operate butt welding machine safely
22 Dec 2022
(1) The butt welder cleans the low-level echo cutter on the table top, and the length of the table can be determined according to the length of the material. When handling long steel bars, someone should come out to help and according to the operator's order, it is not allowed to push and pull at will. (2) Before starting, you must check that the tool should be free of cracks, head bolts and firmly protected. Then check the engagement clearance of the gear and adjust the blade clearance with the belt pulley rotated by hand. (3) During the next idling operation, check the normal operation of transmission parts and bearings. (4) When the machine does not cut before it reaches the normal speed. The middle and lower half of the cutter must be used to cut off, and the operator shall stand at the side to press the steel fixed blade to prevent the column from popping at the end of cutting. The leaves on both sides of the spot are bent down with both hands to feed. (5) Reinforcing and hot rein...
Read More
Quick Links
Products
Contact Us